刨坑机


网站公告  产品分类 产品分类站内搜索 友情链接 |
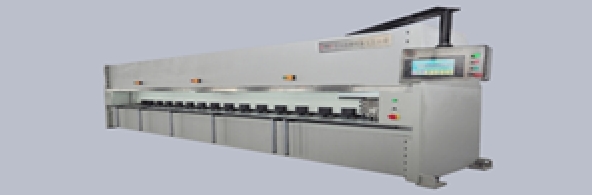
刨坑机
详细信息 中山市馨立卫浴设备有限公司是专业生产数控刨槽机 国内外新兴的中高档建筑材料装饰行业对所需要的金属装饰材料提出了更高的要求,即要求弯制后的金属薄板料工件棱边圆弧半径尽可能小,金属薄板抖工件表面无折光;要求金属薄板料工件的弯制断面形状更复杂,更能体现设计师的新潮设计风格。 目前传统的强制折弯方式和自由折弯方式,甚至三点式折弯工艺都已无法弯制附图1所示的金属板料工件,也就是说单独用折弯机弯制金属薄板料工件已不能满足设计师的设计要求,达不到中高档装饰的档次和装饰效果。 由此一种新颖的折弯工艺应运而生:即先对金属薄板料进行V型开槽,然后在折弯机上对金属薄板进行折弯。 一、 折弯前对金属薄板料进行V型开槽的工艺特点 1. 折弯后的工件棱边圆弘半径小、无折光 由折弯工艺可知,折弯后的工件棱边圆弧半径是和被折弯工件的厚度成正比例关系的,由于对金属薄板料进行V型开槽后,剩余板料的厚度仅是原有板料厚度的一半,甚至于更小,使得折弯后的工件棱边圆弧半径也成比例地成倍减小。又因为进行V型开槽后剩余板料的厚度较小,折弯时的变形力也小,不会扩散影响到未折弯区域,所以折弯后的金属薄板工件表面无折光。这样就满足了宾馆、饭店、酒楼、商厦、银行、机场等场所中高档装饰的特殊要求。 2. 降低了板料折弯所需要的折弯力 由折弯工艺可知,板料折弯力和被折弯工件的板料厚度也是成正比例关系的,在折弯前对金属薄板料进行V型开槽后,使得剩余板料的厚度约为原有板料厚度的一半,或更小,这样板料折弯所需要的折弯力也相应减小,使得长板料在较小吨位的折弯机上也能够进行弯曲。既可以减少设备投资,又节省了能源。 3. 一些特殊料型在普通折弯机上用通用模具就能够弯制成形 矩形管,这种料形在普通折弯机上是无法弯制成形的,或者要用特殊设计的复杂模具来完成该项工作。 但是通过对金属薄板料V型开槽的深浅程度进行控制,就能够使这种特殊折弯料型在普通折弯机上用通用模具也能弯制成型。具体做法是:将最后一道弯制工序的V型槽剩余板料厚度控制在0.3毫米左右,这样此道弯制工序的回弹角就很小,矩形管成型后不会再反弹变形。 4. 对折弯前的弯曲边长尺寸进行定位 通过对金属薄板料进行浅显的V型刨槽,可以用来对折弯前的弯曲边长尺寸进行预定位,然后在折弯机上按照预先刻划好的V型线槽进行弯曲,这样可以保证折弯边长尺寸的准确无误,可以替代数控折弯机的后挡料功能。当然前提是V型刨槽机的定位精度必须达到±0.05毫米。 二、对金属薄板料进行V型刨槽的设备 在没有专用V型刨坑设备之前,一般常用龙门刨床来对金属薄板料进行V型刨坑,由于龙门刨床无可靠有效的金属薄板压料装置,对金属薄板V型刨槽的深浅程度和V型槽的定位距离无法进行精确控制,加之开动龙门刨床的能源消耗大,效力又低等各种因素,目前对金属薄板进行V型刨坑工作已由金属薄板刨槽机取代。新型金属薄板刨坑机是根据中高档装饰行业,电梯制造等行业的特殊需求而设计制造的,能够对不锈钢薄板、铁板、铜板等其他材质板料进行V型刨槽。
|



