







o
产品信息: 型号:JYNCV-4213
o 重量: 9吨 刨削模式:白光刀/合金刀
o 传动装置: 滚珠丝杆 压料装置:液压
o 刨削行程(X): 3200mm 定位行程(y)1300mm
o 进刀行程(z):20mm
o 技术参数:
o 加工边槽定位精度:0.05mm 刨槽深度定位精度:0.05
o 装夹最小边距:9mm 加工工件厚度范围:0.4-6mm
o 电机总功率:4kw 加工速度(10h):4-5千米
o 主要零件配置:
o 数控系统:日本三菱 伺服电机:日本松下
o 液压系统:台湾益圣 滚珠丝杆:台湾TBI
o 滑轨滑块:台湾ABBA 轴承:日本NSK 、美国UBC
o
o 联系方式:18038046058
o 0755-28013661

· 
· 

伺服电机:全面采用日本进口松下,稳定的硬件保证。结合我公司研发应用20多年的操控软件,其工作可靠性无与伦比。
1、机床采用高强度钢板焊接,经热处理保温回火消去焊接应力,强度高,稳定性好。
2、加工工件由前端送入,操作方便,快捷,工作效率高。
3、电脑控制液压装夹,液压压板,装夹稳固,深度快,损耗小。
4、工作面整体热处理,经精密碾磨,平整性好,硬度高,设有16个独立调节位,保证其切削精度可控制在0.02m。
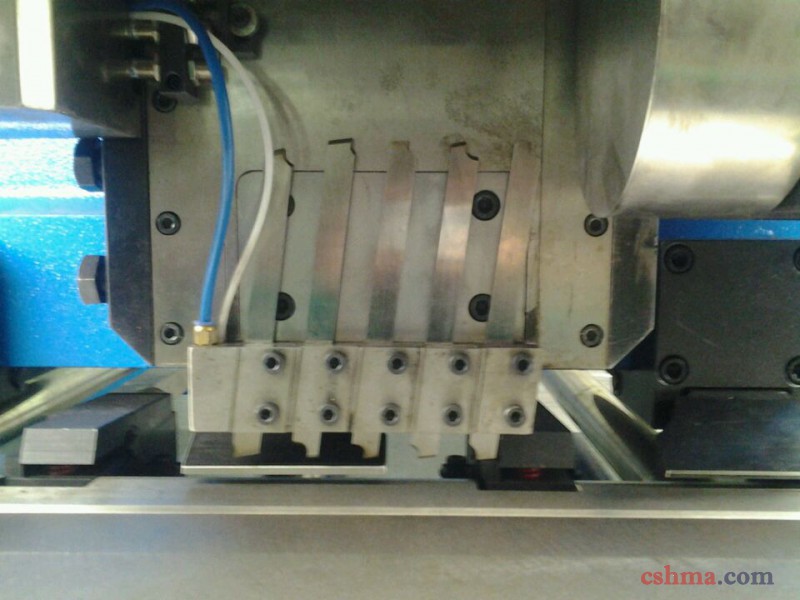
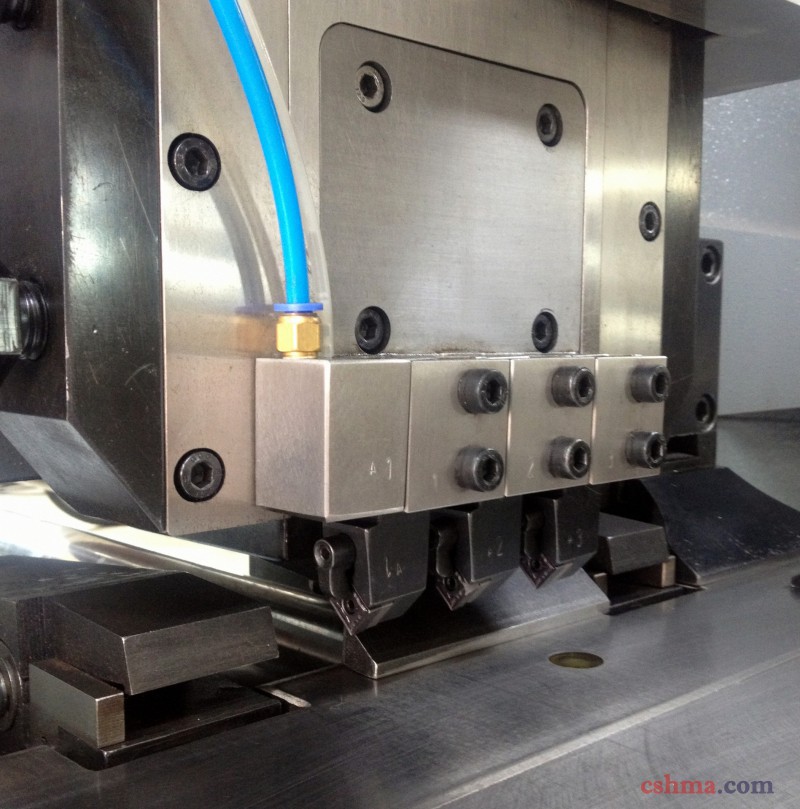
5、刀架采用伺服驱动,移动力矩大,加减速快,定位迅速,进刀精准。
6、主轴采用大螺距多牙口滚珠丝杠传动,刚性强,阻力小,大幅度提高能效,节省能源。
7、刨槽位置采用伺服数控定位,双丝杆同步传动,定位准确,平行度好。
8、机床后定位平台通过钢管连接,保证板面平整,减少板面变形造成误差。
机床性能及特点:
◆本机机架采用钢板焊接而成,经过震动时效消除应力,防止机身变形。
◆本机配用欧洲工控数控系统,定位准确无误。
◆全部采用交流伺服马达传动,可免除清洁碳刷的工作,免维修。
◆本机采用液压式夹钳及液压独立压料板,确保刨槽工件牢固,稳定性高。
◆控制轴数:3轴(X、Y&Z轴)
◆平面彩色色显示(640*400点阵)
◆驱动方法:采用数字式交流
◆位置输出:采用绝对位置编码器
◆绝对/增量编程
◆公英制转换
◆最小设定单位:0.01mm
◆数据输入:MDI输入加工数据,简单快捷。用户只要输入板厚、板材长度、V槽深度、每次进刀量,程式自动计算加工
◆存贮程序个数:128个(约6000个工步)
◆设定槽数:1至10条
◆程序容量:256KB
◆工作温度:0-45度
◆常温:-30-60度
◆后挡料(Y轴)重复定位精度:+/-0.05mm